媒體資訊

行(háng)業資訊您現在的位置:網站首頁 > 行業資訊
輪式點(diǎn)鍍模具設計與(yǔ)製(zhì)造解決方案
發布時間:2020-07-09隨著電子信息產業的發展及集成電(diàn)路產(chǎn)能的擴張,集成電路產業(yè)在近幾年獲得了*的發展。在集成電路的生產中,引線框架是重要的輔助材料。為了保證引線框架的(de)工作性能,必須對(duì)其特定區域進行局(jú)部貴金(jīn)屬點鍍[1]。根據點鍍區控製方法(fǎ)的不(bú)同,可將點鍍分為履帶式點鍍、壓板式點鍍及輪(lún)式點鍍(dù)三(sān)種類(lèi)型。壓板式點鍍的模具製作簡單,但鍍層厚度不均勻,在引線框架累積公差的影響下,長時間工作後會產生鍍區偏移。輪式點鍍具有效率高、鍍層厚度均勻等優點(diǎn),但對(duì)模(mó)具製作的(de)要(yào)求高[2]。履帶式點鍍結合了壓板式點(diǎn)鍍和輪式點鍍的優點,但是在設備製造上具有較高的技術難度,目前在國內沒有實(shí)際應用。在電鍍理論沒有革命性創新的情況下,目前的生(shēng)產(chǎn)方式不會有(yǒu)太大(dà)的改(gǎi)變。本文對輪式點鍍模具的製造(zào)工藝進行了改進,解決(jué)了(le)模具製造精度不高、鍍區尺寸控製不嚴密及背麵滲漏貴金屬等問題。這對(duì)降(jiàng)低輪式點鍍的生(shēng)產成本(běn)及減少汙染有重要的現實意義。

高精度輪式點鍍模具加工方案
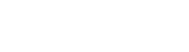
電鍍輪做高速旋轉運動,其內部放置陽極噴頭,通過噴射貴金屬鍍液對待鍍材料帶進(jìn)行局部點鍍(dù)。待鍍材料帶以相同的線速度(dù)跟隨電鍍(dù)輪走(zǒu)料,其上有壓力可調的柔性掩模(mó)帶,以保證材料帶緊貼模具。電鍍輪製造中最(zuì)為常見的問題是電鍍輪的形(xíng)位精(jīng)度低、尺寸精度差。現代高速生產中材料帶的速度為(wéi)15m/min左右,換算到電鍍輪上大約為1~2r/s。此速度下電鍍輪(lún)的圓跳動比較明顯,造(zào)成生產中材料帶顫抖並出(chū)現皺紋或卷帶,使得產品質量及生產進度受到影響。另外,由(yóu)於電鍍輪製造精度不高,為彌補可能產生的鍍區誤差,必須(xū)對點鍍區域進行適(shì)當擴大,以保證高質量的鍍層能夠覆蓋實際需要的區域,這使(shǐ)得貴金屬(shǔ)鍍液的消耗增加。隻要提高電鍍輪及模具的製(zhì)造精度,就能提高生產效率並降低生產成本,同時還能減少貴金屬鍍液的消耗,從而減少汙染。本(běn)文提出一(yī)個具有實際使用價(jià)值的高精度(dù)輪式點鍍模具(jù)加工方案:將現有的輪式點鍍模具的加工精度(dù)提高,最終提高點鍍產品的生產質量及生產效率。
獲(huò)得引線框架單元的(de)準(zhǔn)確尺寸
引線框架的(de)尺寸(cùn)直接影響電(diàn)鍍輪的尺寸設(shè)計。實(shí)際生產中,引線框架的尺寸會(huì)隨著模具訂單(dān)一同送達,但是僅憑這樣的*是無法精確設計(jì)電鍍輪的。精確的電(diàn)鍍輪設計尺寸來源應該是生(shēng)產中的引線框架材料帶。引線(xiàn)框架通常較薄、容易(yì)變形,傳統的(de)測量方法是通過卡尺對每個尺寸進行簡單測量。當設計(jì)及製造對測量精度的要(yào)求較高時,這種測量方法的效率低,而且測量精度不足以保證精確設(shè)計[3]。現采用如下方法進行測量:使用分辨率為1μm的影像測量儀對(duì)生產線使用的(de)引線框架帶材進行連續n個引線框架單元的長度測量,獲得(dé)的長度精確到微米級別,再除以n就(jiù)是每(měi)個引線框架單元的(de)長度,以mm為(wéi)單位,保留小數(shù)點後4位(wèi)。圖1為引線框架帶材樣品。如(rú)圖1所示(shì),每個單元的精確尺寸由連續材料(liào)帶上的多個單元(yuán)測量得到,保證(zhèng)了*在較大尺度之下的(de)精確與穩定,獲得的尺寸*為L。
精確計算電(diàn)鍍輪工作(zuò)麵的直徑
在一個電鍍輪的工作麵周長上安排的遮掩(yǎn)模具定為奇數N,這樣在長期的旋轉(zhuǎn)中(zhōng)不容易導(dǎo)致周期性的震(zhèn)顫。很多電鍍輪生產企業對於電(diàn)鍍輪工作(zuò)麵直徑設計,通常是計算過程中沒有考慮(lǜ)生產的實際情況,直接使用NL/π作為電鍍(dù)輪工(gōng)作麵的直徑。這(zhè)個計算失誤在於獲得*L的溫度是常溫,而電鍍輪工作環境溫度根據鍍液的不同大致在(zài)80~120℃,此時引線框架及電鍍輪的尺(chǐ)寸(cùn)都會因溫度的(de)升高而變大。電鍍輪的製造材料是(shì)聚醚醚酮,而引線框架的(de)材料是銅基合金,這兩種材料的熱膨脹係數(shù)不同,導致工作條件下(xià)帶材和電鍍輪接觸麵長度出現差異,這在高精度製造中是不可忽略的[4]。由於定位誤差(chà)導致的(de)帶材卷帶事件常(cháng)有發生。為(wéi)了避免帶材起皺或卷(juàn)帶,應加大定位(wèi)容許誤(wù)差,但最終(zhōng)鍍區的尺寸精度下降。為解決在工作環境(jìng)下(xià)帶材和電鍍輪的尺寸偏差,現提出如下的電鍍輪製造尺寸精確公式:DC=NL(1+αY(TG-TC))π(1+αP(TG-TC))(1)式中:DC為常溫下的電鍍輪直徑;N為電鍍輪一周布下的矽膠模個數;L為單個引線框架的圓周方向長度,來源於上一步的測量;αY為引(yǐn)線框架材料的熱膨脹係數;αP為(wéi)電鍍輪材料的熱膨脹係數;TG為電鍍輪的工作溫度;TC為常溫。這(zhè)個公式的作用(yòng)在(zài)於保證引線框架材料帶與電鍍輪的工作麵在工作溫度時的對應長度完全重合,從而保證了加工定位的準確性。此計算結果與忽略溫度的計算結果相(xiàng)差0.3%左右,在高速(sù)旋轉下這樣的差異不可忽(hū)略。此計算結(jié)果保留小數點後3位,單位為mm。
電(diàn)鍍輪的精確加工方法
在實際生產中經常有這樣的情(qíng)況:生產一段時間之後電鍍輪的(de)圓(yuán)度下降,帶料起皺或者被拉扯,生產質(zhì)量(liàng)嚴重(chóng)受(shòu)到影響。這些問題(tí)的根源來自電鍍輪製造(zào)時的粗(cū)疏。很多電鍍模具製造企業都用聚(jù)醚醚酮(tóng)作為電鍍輪的(de)製造材料(liào),製造電鍍輪時(shí)直接把聚醚醚酮(tóng)坯料裝夾在加工中心上進行加工。而實際上,聚醚醚(mí)酮在強度上還是和金屬材(cái)料有一定的差距。在加工過程中直接對聚醚醚酮進(jìn)行(háng)裝夾加工而導致的整體細微變形,*在生產中被逐漸放大,致(zhì)使生產質量下降。本(běn)文給出一種能夠保證電鍍輪(lún)長時間工(gōng)作而不變形的加(jiā)工方法(fǎ):首先,夾持坯料左側,加工出右麵平麵並同時鑽孔(kǒng)攻絲;然後,用45#鋼製造一個圓盤,鑽上同樣的孔位置(zhì)並攻絲,把坯料卸下並用螺釘緊固(gù)在鋼(gāng)製圓盤之上;再次裝夾時(shí)夾緊(jǐn)鋼(gāng)盤進行加工(gōng),注意*去掉初(chū)次裝夾時(shí)夾緊的坯料區域,保證遠離電鍍輪最左端50mm以(yǐ)上即可。此方法利用一個(gè)鋼盤(pán)替代聚醚(mí)醚酮(tóng)坯料進行裝夾,避免了加工(gōng)裝(zhuāng)夾對產品的應力殘留,保證了電鍍輪產品長時間工(gōng)作後形位精度不改變(biàn)。電鍍輪加工精度在0.01mm以下即可,普(pǔ)通(tōng)四軸加工中心的加工精度都能達到這個要求。電鍍輪最重要的工作麵加工完畢之後不再裝夾,而是直接對遮掩模槽位進行加工。應注(zhù)意,電鍍輪上的(de)螺孔必須和最終生產設備(bèi)上的驅動裝置匹配,這樣就完全實現工作狀態的動平衡,在高速旋轉中不會出(chū)現太大的振動。
創新(xīn)的遮掩模設計
實際上對點鍍區域進行的位置控製(zhì),最終還是依靠柔性(xìng)材料遮掩模實現,因此,遮掩模的設計直(zhí)接影響點鍍區域的尺(chǐ)寸精度(dù)。目前多數(shù)點鍍模具製造企業製造的雙組分矽膠遮掩模都存在點鍍區域邊緣細微滲漏(lòu),導致產品鍍區邊緣模糊,甚至非鍍區的背麵也有部分滲漏。為解決鍍區附(fù)近的貴金屬滲漏及(jí)模糊邊緣問題(tí),現提出如下遮(zhē)掩模設計改進方案:在遮掩模的工作開口部分(fèn)增設一圈高0.10mm、寬0.12mm的刃口,並進行倒圓處理。這樣在掩模帶的壓力下,刃口能夠(gòu)完全封閉住貴金屬鍍液的滲漏,產生鮮明銳(ruì)利的鍍區邊緣,提高產品質量,保證鍍區尺寸(cùn)精度。此遮掩模由雙組分矽膠製成,製造過程應注意尺寸(cùn)是否縮水(shuǐ)。由於材料本身的特性,其能保持正常生產的效果為十個月左右,此後必須更換新的遮掩模。
陶瓷定位釘的選擇
陶瓷定位釘是電鍍模具特殊的專用零件,它直接影響引線框(kuàng)架帶材在電鍍輪(lún)上的相對位置。目前行(háng)業通常使用D1.50mm的陶瓷定位釘(dìng),而定位孔為1.60mm,如此大的空(kōng)隙是為了容納設計與(yǔ)製造(zào)中的(de)不準確帶(dài)來的誤差。如果嚴格執行之前的設計與製造流程(chéng),可以使用D1.56mm的陶瓷(cí)定位釘。這樣鍍區將會被嚴格定(dìng)位限製,加上之前的遮掩模精確尺寸設計,就會有(yǒu)精度極高的鍍區邊緣尺寸控製。嚴格執行以上五個步驟,能夠把鍍區(qū)尺寸精度(dù)控製在單邊偏差0.03mm之內,而目前行業內通常的精(jīng)度為單邊偏(piān)差0.20mm,在精(jīng)度上提升了(le)一個數量級,能夠更好控製(zhì)產品的質量及生產(chǎn)成本(běn)。圖2為完成的輪式點鍍(dù)模(mó)具。圖(tú)2中可見白色定位釘(dìng)。
上一條:模具拋光最(zuì)常見的三種拋光的方法
下一條:華恒泰帶您領略電鍍模具魅力
相關新聞
-
怎樣有效預防影響電鍍質量的因素
2020-07-09噴砂時先檢驗砂質,若有雜質、異物、油汙等汙染,應立即徹底更換。噴砂後及時清掃模具表(biǎo)麵殘存的砂粒(lì)及其(qí)它粘附物。除油前先(xiān)檢驗(yàn)除油液表麵,若有油狀乳(rǔ)化劑聚集,應及時噴(pēn)淋衝散;除油後模具(jù)表
-

電鍍(dù)基本原理(lǐ)是什麽?
2020-07-09電鍍是一種(zhǒng)電化學過程,也是一種氧化還原過程。電鍍的基本過程是將零件浸在金屬鹽的溶液中作為陰極,金屬板作為陽極,接(jiē)直流電源後,在零件上沉積出所需的鍍層。
-

影(yǐng)響鐵板電鍍質(zhì)量的因素有哪些?
2020-07-09每一鍍種都會發展出多種主鹽體(tǐ)係及與之相配套的添加劑體係.如鍍鋅有氰化鍍鋅(xīn),鋅酸鹽鍍鋅,氯化物鍍鋅(或稱(chēng)為鉀鹽鍍鋅),氨鹽鍍鋅,硫酸(suān)鹽(yán)鍍鋅等(děng)體係。